











1992~2000年
第9章 優良企業への復帰とグローバル化の推進、そしてBFS自主回収問題

- 第1節 当社の体質強化
- 第2節 タイヤ事業のグローバル展開の加速
- 第3節 世界各地域のタイヤ事業の動向
- 第4節 化工品部門の挑戦
- 第5節 国内グループ会社の動向
- 第6節 石橋幹一郎取締役相談役の他界
- 第7節 BFS、PSR650万本自主回収へ
第1節 当社の体質強化
第1話 家入社長から海崎社長へ
1993年2月、取締役会で、海崎副社長の代表取締役社長就任が内定しました。
海崎新社長は、社長就任と同時に組織を改正。副社長、専務、常務による管掌・担当制を廃止し、社長の下に横一線で担当役員を配置しました。
4月、海崎社長は社員に向け、新たな方針を明示しました。
- 1当社を超優良会社に戻すことと、グローバル化の一層の推進
- 2この目標を達成するために、
(1)行動や判断の基準を「会社全体に最適か否か」に置く
(2)一層のコスト改善の推進 など
海崎社長はグローバル化推進をてこに、経営体質そのものの変革を目指し、あらゆる分野で改革が始まりました。
第2話 拡販の推進─タイヤ輸出の拡大
タイヤ輸出は、1993、94年の超円高の厳しい時期にもかかわらず、量的には1992年を100とすると4年後の1996年に150弱の大幅な伸びとなりました。従来市場での拡販はもちろん、新市場の開拓も行われ、量産効果で更にコストが下がり、拡販とコストダウンの好循環が回り始めました。
中近東では、代理店との信頼関係の向上策を含め、販売施策の展開、商品企画の強化、物流機能のてこ入れなどにより大幅な拡販が達成できました。
アフリカでも市場拡大戦略を展開し、生産、販売体制を強化した結果、急成長を遂げることができました。
アジア・大洋州においては、従来の主要国に加え、マレーシアやフィリピンなどの中堅市場への拡販や市場の新規開拓を強力に推進しました。
OR(建設・鉱山車両用)タイヤ事業は、商品と販売、サービス体制の更なる強化や、生産能力の拡大により、世界市場におけるシェアを大きく伸ばすことができました。
海外でのAP(航空機用)タイヤ事業は、欧州で新品タイヤ販売を1971年から開始したことに始まります。1996年には航空機用ラジアルタイヤの量産化を開始、1997年にはボーイング社との間で「777」型機への納入契約を締結しました。その後、世界中の航空会社への納入を拡大し、新品APタイヤの1999年売上高は1994年比でほぼ倍増しました。
MS(カート用)タイヤ事業では、1977年にレーシングカート専用タイヤを初めて開発し販売、世界中のカートレーサーから大きな支持を受けました。欧州を始めとするさまざまなレースで当社品装着車が優勝し、1990年代には世界のカートタイヤのシェアの過半を占めるに至りました。
MC(モーターサイクル用)タイヤ事業は、1984年に社内公募によりモータースポーツ推進室内に2輪タイヤグループを発足させたことが始まりです。1988年にはMCタイヤ開発部を専任部署として独立させ、1991年にはMCタイヤ販売部を設置、1992年より新車用タイヤ、市販用タイヤ、輸出市場向けの営業活動を開始しました。販売、設計、生産の一体化を図ったことにより、1996年には売上高が部署創設時の倍に増え、MCタイヤは質的にも海外市場を中心としたグローバル型輸出商品として成長しました。
第3話 開発技術の進展と訴求力のある商品の開発
基盤技術「DONUTS(ドーナツ)」の開発と新商品発売
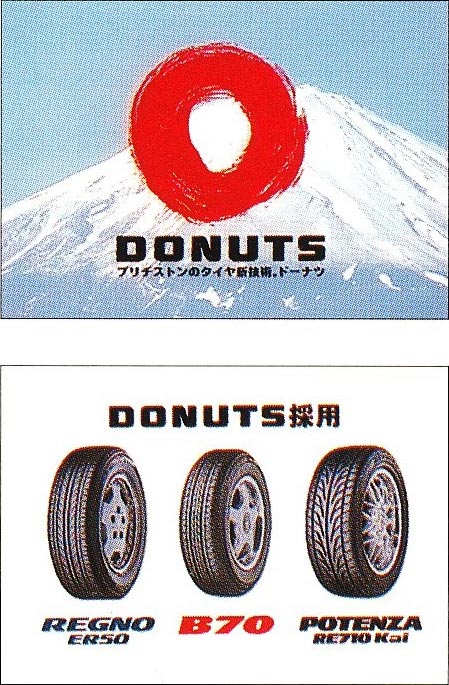
1993年、新技術「DONUTS(Driver Oriented New Ultimate Tire Science:ドーナツ)」が生まれました。
「DONUTS」は「GUTT(自動進化設計法)」「O-Bead(真円性向上ビード)」「LL(長連鎖)カーボン」の3つからなる技術です。この3つの基盤技術を基に、一般のユーザーでも「乗ったら違いが分かる」「安心・安全」なタイヤを開発、販売していきました。
米国タイヤ学会で発表した基盤技術「GUTT」の「形状編」は、米国タイヤ学会論文賞を受賞し、「DONUTS」はアメリカでも高く評価されました。ファイアストンブランドのタイヤにもこの技術が採用され、空前のヒット商品を生み出しました。
ORR(建設・鉱山車両用ラジアル)タイヤの開発
1980年代に入ると、超大型ORRタイヤの開発、量産化が始まりました。大型化、ラジアル化という市場の変化にいち早く対応し、過酷な使用条件に打ち勝つ性能を実現してきた当社製品は、大きなシェアを獲得しました。
第4話 国内工場の再編
1991年から1994年にかけて、集中生産によるメリットを引き出そうと、PSR(乗用車用ラジアル)タイヤ生産工場グループとバイアスタイヤ生産工場グループの再編を進めました。
1995年から1998年には、拡販とコスト改善の両立に向けて、PSR、TBR、ORRタイヤグループの工場再編を進めました。
こうした再編と、能力増強の結果、国内工場のタイヤ生産能力は1990年を100とすると、1998年にはPSRが120弱、TBRが150弱になりました。
第5話 リプレィス部門再構築の取り組み
「タイヤ館」、「ミスタータイヤマン」、FVSの設立
バブル崩壊後、ヤング・マニア層の購買力が落ちる中、タイヤに関心の低いユーザー層をターゲットとした大型タイヤ専門店「タイヤ館」がオープンしました。1995年には100店、翌年には200店と急速に拡大し、当社販売チャネルの大きな柱となりました。
一方でヤング・マニア層を対象としていた「コクピット」は、タイヤに関心の低いユーザー層にもターゲットを広げ、顧客層の拡大を図りました。
1994年にはタイヤ以外の品揃え強化や、フランチャイズチェーン運営強化を目的としたブリヂストンFVSを設立しました。同社はアルミホイールなどを販売していた自動車用品事業部と合体し、販売力強化のため、タイヤ以外の商品の拡充を側面から支援しました。
また、当社の市販用タイヤ販売網の中核となっていた有力タイヤ専業店「ブリヂストンタイヤショップ(BTS)」を活性化する店舗リニューアルプランに基づき、1996年「ミスタータイヤマン」第1号店が東京都町田市にオープンしました。

リプレィス用タイヤ販売の強化
リプレィス用タイヤ部門では、日本のタイヤ市場で高いシェアを維持するため、「ローコストオペレーション」の実現、「DONUTS」「AQ(Advanced Quality of) DONUTS」の投入、「ファイアストンブランドタイヤの販売拡大・複数ブランド戦略」などを展開しました。
また「タイヤ館」の拡大、「ミスタータイヤマン」の展開、「オイル&タイヤショップ」の充実などを行い、当社系の新店舗は1997年からの3年間で約600店も増加しました。
「ECOPIA(エコピア)」の発売
地球温暖化の原因のひとつ「CO2の排出量」を削減するため、当社は1993年に低燃費タイヤ、すなわち転がり抵抗を大幅に低減したタイヤの開発に着手し、適時、自動車メーカー各社の電気自動車用に納入していきました。
1999年の春からは「世界で最も環境にやさしい車」としてドイツ・フォルクスワーゲン社から発表された「ルポ」に、「B381 ECOPIA」が標準装着されました。
このタイヤは転がり抵抗の低さとウェット性能を両立させるとともに、騒音を弱め、新しいコンパウンドやトレッドパターンを採用し、それまでの同種のタイヤと比較して15〜20%軽量化されたものでした。
第6話 TQCからTQMへ
1990年代に入って、ビジネスのグローバル化が進み、企業は「いかに経営方針を実現するか」という方法論主体の「TQC(総合的品質管理)」活動中心から、「勝ち残りをかけて何をしなければならないか」という「戦略型のTQM(総合的品質経営)」活動への転換を余儀なくされました。
当社は1996年6月に「TQC」から「TQM」へ転換宣言し、これまでの「組織活力向上」と「質の高い業務遂行」に加えて、「顧客満足向上活動」を充実させていきました。
第7話 環境問題への取り組み
当社は環境保全を「企業の社会的責任」の中の重要な課題と考え、環境保全活動を推進してきました。1971年に環境管理部を設置して、公害、廃タイヤ問題に取り組み、1992年には役員で構成する環境委員会を発足させ、廃タイヤのリサイクル、省エネルギー、産業廃棄物削減、環境関連商品の開発に取り組んできました。また、地球規模の環境保全と廃タイヤの有効活用を促進するため、当社と日本セメントで開発した廃タイヤをセメント製造工程のキルン(窯)で燃料として用いる特許の実施権を、国内と米国、カナダのセメント各社に無償で供与することにしました。1995年には定期的に行う社内環境監査制度を導入し、200項目以上のチェックリストを作成し、全事業所の環境保全と管理レベルの向上を図りました。
また、国際標準規格「ISO14001」が制定された1996年からはその認証取得に取り組み、2001年末には国内工場および海外の主要な工場での取得が完了しました。
工場ごとにエネルギーロス低減活動を推進、1996年には東京工場と甘木工場にコ・ジェネレーションシステム※を導入し、省エネルギーと二酸化炭素の排出量削減に取り組みました。
1993年から産業廃棄物の削減を本格的に見直し改善していった結果、1996年には総排出量をほぼ半減させることができました。ウレタンフォームの発泡剤に使用していた特定フロンも1995年末までに全廃し、代替フロンに移行しました。
天然ゴムの練りゴム臭気対策では、東京工場では臭いを燃焼して無臭化する脱臭装置を設置、栃木工場や甘木工場では天然ゴムを練るときの排気をボイラーで燃焼させる方式を採用しました。
職場環境の改善では、労働安全衛生法が1972年に制定されて以降、法改正に対応した安全衛生の管理体制の確立に努めてきました。1980年代後半から1990年代前半には、「働きやすい快適な職場環境作り」を目標に、当社独自の改善活動を全社的に展開し、工場内環境を一新しました。1990年代後半以降は、「綺麗で、静かで、明るくなければ工場ではない」との考え方のもと、「3S(整理、整頓、清掃)活動」「騒音対策」を徹底してきました。また、1995年には、適法な職場環境管理を維持継続するために、定期的な職場環境監査制度を開始しました。
※1つの燃料源から2つ以上のエネルギーを得る方法で、重油や天然ガスを燃焼させて発電機を回して電気を得ると同時に、廃熱を回収してスチームや温水をつくることに利用できるため、エネルギー効率が高い。

